Координатный станок. Расточные станки.
В различных сферах производственной деятельности часто используется такое оборудования как координатно-расточный станок. Данное оборудование наиболее часто применяют на производствах металлургического, машиностроительного характера. Основное назначение данной группы станков это обработка поверхности из металла, выполнение таких операций с заготовками, как , растачивание, пробивание отверстий, зенкерование и многие другие операции.
Устройство координатно расточного станка
По сути координатно расточный станок выполняет совершенно все функции, что и обычные станки, однако преимуществом его является то, что все действия подобное оборудование исполняет с высокой степенью точности. Такая точность обработки деталей станком достигается посредством то, что данное оборудование оснащено всевозможными элементами оптического, механического и автоматического характера.
Детали на координатно-расточном станке могут обрабатываться как серийного, так и единичного характера, это зависит от типа предприятия, на котором работает данное оборудование.
Основным рабочим элементом данного оборудования, как и в других токарных станках, является шпиндель, который может располагаться в станке, как в горизонтальном, так и вертикальном положении. На самом шпинделе уже дополнительно крепится всевозможный инструмент, которым будут производиться работы. Например, такими рабочими элементами могут являться резцовая борштанга, зенкера, сверла и фрезеровочное оборудование.
На сегодняшний день наиболее распространены такие координатно-расточные станки, которые осуществляют работы посредством числового программного управления, данное оборудование позволяет выполнять все работы с высокой точностью и минимизирует затраты на обслуживающий станок персонал.
Разновидности координатно расточного станка
Координатно расточные станки классифицируются на одностоечные и двустоечные станки. Принцип работы данных станков является схожим и выглядит следующим образом. Заготовку для последующей ее обработки закрепляют на столе, который выполняется коодинатно-плоскостным для достижения наибольшей точности обработки детали. Сам инструмент, необходимый для конкретных видов работ укрепляется на шпиндельном элементе. Установка самого шпинделя происходит посредством координат стола, для точного соприкосновения с заготовкой во время обработки. Для этого стол перемещают, пока не установят именно так, как этого требует работа.
Основными преимуществами использования координатно-расточных станков является то, они оснащены специальными корригирующими устройствами, которые позволяют минимизировать погрешности при выполнении обработки заготовок. Сам отсчет координат происходит автоматически, посредством оптического устройства, которое и отмеряет необходимые величины для установки заготовки.
Характеристики координатно расточного станка
Данное оборудования обладает прекрасными характеристиками виброустойчивости, что делает работу на таком оборудовании безопасной. К тому же данная характеристика напрямую действует на то, с какой точностью будет работать оборудование.
В основной рабочий узел данного оборудования входят такие элементы, как стойки, траверса, сама расточная головка, шпиндельной устройство, и рабочий стол. Все оборудование крепится на прочной стальной станине, которая является устойчивой платформой, с большой массой, что обеспечивает ее неподвижность во время проведения работ.
Координатно расточный станок является оборудованием высокого уровня, к тому же он универсален в работе. Станок способен так же выполнять такие работы, как , фрезерование поверхности, так же станок может использоваться для подрезания торцов и разметки заготовки. Таким образом, имея данное оборудование, можно избежать дополнительных трат на покупку вспомогательного рабочего инструмента, поскольку данный станок выполняет самые разнообразные функции.
Введение
1. Устройство и принцип действия координатно-расточных станков
2. Расчет критериев
2.1 Критерии развития технических объектов
2.2 Расчет критериев
2.3 Определение изменения критериев
3. Перспективы развития координатно-расточных станков
Заключение
Список литературы
Введение
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производства. Это широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развёртывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимой на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки её на другие станки, что особенно важно для тяжёлого машиностроения.
Характерной особенностью расточных станков являются наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. Широкое применение получают расточные станки с программным управлением, сокращающим время их переналадки, повышающим производительность труда и качество обработки.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специализированные. В свою очередь, универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно-расточные (отделочно-расточные). Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
Устройство и принцип действия координатно-расточных
станков
Координатно-расточные станки предназначены для обработки отверстий с точными координатами. Станки этого типа имеют два исполнения: одностоечное (рис.1, а) и двухстоечное (рис.1, б). Основными частями одностоечного координатно-расточного станка являются станина 1, стойка 2, расточная головка 3, стол с салазками 4. Двухстоечный координатно-расточный станок 2Е470А имеет следующие основные части: станину 1, стойки 2, расточные головки 3, траверсу 4, рабочий стол 5.
Обрабатываемую деталь закрепляют на плоскости стола, режущий инструмент – в шпинделе расточных головок. В зависимости от высоты обрабатываемой детали траверсу и расточную головку устанавливают на определённую высоту и закрепляют. Установка шпинделя на заданные координаты осуществляется перемещением стола в двух взаимно перпендикулярных направлениях (при работе на одностоечном станке) или перемещением стола в продольном направлении по направляющим станины и расточной головки в поперечном направлении по траверсе (в случае работы на двухстоечном станке портального типа). Особенностями конструкции, монтажа и обслуживания координатно-расточных станков являются:
наличие корригирующих устройств, компенсирующих погрешность шага ходового винта (на станках старых моделей);
применение оптических устройств для отсчёта координат; использование роликовых направляющих, воспринимающих массу салазок, стола, изделия и силу резания;
высокая точность обработки деталей и сборки узлов и высокое качество обрабатываемой поверхности; хорошая виброустойчивость и массивный фундамент; постоянная температура в помещении в пределах (201,5) С;
высокая квалификация рабочих, обслуживающих станки; минимальные и регламентированные припуски на обработку отверстий.

Рис.1. Координатно-расточные станки:
а – одностоечный: 1 – станина, 2 – стойка, 3 – расточная головка, 4 – стол с салазками;
б – двухстоечный: 1 – станина, 2 – стойки, 3 – расточные головки, 4 – траверса, 5 – рабочий стол
Одностоечные вертикальные координатно-расточные станки предназначены для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Кроме того, на станке также возможно:
нарезание резьбы;
чистовое фрезерование поверхностей торцевыми или концевыми фрезами;
подрезка торцов;
разметка и контроль линейных размеров на деталях.
Поворотные столы, поставляемые со станками, позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и наклонных отверстий и плоскостей.
В условиях нормальной эксплуатации станки обеспечивают точность межцентровых расстояний при обработке в прямоугольной системе координат до 0,06 мм.
Станки комплектуются разнообразным инструментом и принадлежностями для сверления и растачивания отверстий, резьбонарезания, фрезирования и разметки:
цанговый с комплектом цанг,
сверлильный,
резьбонарезной,
расточный.
втулки переходные для инструмента с конусом Морзе
оправки для фрез
набор борштанг
универсальный резцедержатель и резцедержатель с точной подачей
микроскоп-центроискатель, оправка-центроискатель
керн пружинный
центр установочный
широкий набор резцов расточных, сверл, развёрток, фрез, метчиков.
Координатно-расточный станок мод.2Е450
Станок мод. 2Е450А – одностоечный с размерами стола 630х1120 мм, оснащённый оптической измерительной системой с экранным отсчётом, устройством для предварительного набора координат, автоматическим остановом стола и салазок в заданных положениях с помощью фотоэлектрического нуль-индикатора. Эталонами длины являются плоские стеклянные штриховые меры. Период вращения шпинделя осуществляется от регулируемого электродвигателя постоянного тока через трёхступенчатую коробку скоростей. В пределах каждой ступени частота вращения шпинделя регулируется бесступенчато в пределах 50-2500 об/мин. Подача шпинделя также регулируется бесступенчато с помощью фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине. Предусмотрены механические зажимы стола и ручной зажим шпиндельной бабки. Точность установки координат 0,004 мм, точность диаметра расточенного отверстия допускается не более 0,005 мм.
Координатно-расточный станок мод.2Д450
Одностоечный координатно-расточный станок мод. 2Д450 с рабочей поверхностью стола 630х1120 мм. оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок может использоваться как в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,004 мм. и в полярной системе – 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом – на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1мм., линейка станины – 630 делений. Штрихи проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчёта большой точности на экране имеется дополнительная шкала, позволяющая производить отсчёт до 0,001 мм.

Рис. 2. Кинематическая схема станка мод. 2Д450
На рис.2 показана кинематическая схема станка мод. 2Д450. Цепь главного движения определяет вращение шпинделя с режущим инструментом, которое осуществляется от регулируемого электродвигателя постоянного тока 1 через ременную передачу 2-3, вал I, зубчатые колёса 6-7, вал II, колёса или 7-10 на шпиндель III. Частота вращения шпинделя изменяется бесступенчато путём регулирования электродвигателя 1 в пределах 700-2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком 11 через цепную передачу 4-5. Частота вращения контролируется тахогенератором, установленным на валу I.
Вертикальная подача гильзы, шпинделя осуществляется от отдельного электродвигателя 17 постоянного тока с широким диапазоном регулирования. Вращение через червячную передачу 18-19, шлицевый вал IV, зубчатые колёса 20-21, вал V и червячную пару 22-23, фрикционную муфту с рейкой 25 гильзы шпинделя. Рукоятками 40 при выключенной муфте можно вручную производить подъём или опускание гильзы шпинделя. Для более точных перемещений гильзы имеется маховичок 41, связанный с валом V коническими колёсами 42-43. Автоматическое выключение подачи гильзы шпинделя при достижении заданной глубины сверления осуществляется отключением 17 микропереключателем.
Установочное перемещение шпиндельной головки производится от асинхронного электродвигателя 12 через червячную передачу 13-14 и реечную 15-16. Перемещение заготовки в прямоугольной системе координат производится за счёт перемещения стола в продольном направлении и салазок – в поперечном от двух независимых электродвигателей постоянного тока 44 и 26 через аналогичные червячные передачи 27-28 и 31-32, конические передачи 35-36 и 37-38, реечные передачи 29-30 и 33-34.
Для закрепления стола, салазок и шпиндельной головки в нужных положениях применены унифицированные зажимы.
Таблица 1.
Модельный ряд координатно-расточных станков
| Модель | Характеристики |
| 2А450 | Станок с оптической системой отсчёта координат по осям X и Y |
| 2А450АФ10, 2Д450АФ10 | Станки с электронной отсчётно-измерительной системой, включающей устройство цифровой индикации, по осям X и Y. Режим электронного маховика. |
| 2Л450АФ11-01 | Станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01 мм |
| 2Е450АФЗ0 | Станок с устройством ЧПУ, с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z. |
| 2Л450АФ4 | Станок с устройством ЧПУ, с контурной обработкой по осям X , Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами. |
2. Расчет критериев
2.1 Критерии развития технических объектов
Среди параметров и показателей, характеризующих любой технический объект, всегда имеются такие, которые на протяжении длительного времени имеют тенденцию монотонного изменения или тенденцию поддержания на определенном уровне при достижении своего предела. Эти показатели всеми осознаются как мера совершенства и прогрессивности, и они оказывают сильное влияние на развитие отдельных классов технических объектов и техники в целом.
Такие параметры и показатели называют критериями развития технических объектов. Об их важности можно судить по тому факту, что технический прогресс в области любых технических объектов обычно заключается в улучшении одних критериев без ухудшения (во всяком случае без значительного ухудшения) других. При формировании системы критериев развития должен удовлетворяться ряд условий:
измеримости: за критерий развития может быть принят только такой параметр технического объекта, который допускает возможность количественной оценки по одной из шкал измерений;
сопоставимости: критерий развития должен иметь такую размерность, которая позволяет сопоставлять технические объекты разных времен и стран;
исключения: за критерии развития могут быть приняты только такие параметры технического объекта, которые в первую очередь характеризуют его эффективность и оказывают определяющее влияние;
минимальности и независимости: вся совокупность критериев развития должна содержать только такие критерии, которые не могут быть логически выведены из других критериев и не могут быть их прямым следствием.
Оценка технического уровня и качества изделия осуществляется путем сопоставительного (сравнительного) анализа в следующем порядке:
выбирается базовое изделие (идеальный вариант, аналог или прототип);
выявляются численные значения основных технико-экономических показателей оцениваемого и базового изделий:
рассчитываются уровни относительных показателей технического уровня и качества;
рассчитывается величина обобщенных показателей технического уровня и качества изделий.
Следует отметить, что главное условие сравнения оцениваемого и базового изделия - сопоставимость элементов изделий, идентичность функционального назначения.
В качестве базового изделия для сопоставления выбирают наилучший, реальный образец данного вида и типоразмера изделий, имеющийся в мировой практике. Он может быть как отечественным, так и зарубежным и именуется аналогом. Иногда при решении задач по модернизации изделий данного вида в качестве базового изделия принимают изделия-прототип, которое совершенствуется путем устранения имеющихся недостатков.
В отдельных случаях в качестве базового изделия может быть принято оборудование будущего - идеальный вариант. Показатели, характеризующие идеальный вариант по техническому уровню и качеству, рассчитываются, исходя из законов развития техники данного вида по критериям развития.
При оценке технического уровня и качества изделий значения основного размерного параметра (производительность, рабочая поверхность, полезный объем и т.д.) не должны отличаться от такового для базового изделия более чем на 20 %.
2.2 Расчет
Таблица 2.
Технические данные координатно-расточных станков с рабочей поверхностью стола 630х1120 мм
| Год выпуска | Модель станка | Наибольший диаметр сверления/растачивания, мм | Вылет шпинделя, мм | Наибольшее расстояние от торца до рабочей поверхности стола, мм | Пределы частот вращения шпинделя, об/мин | Мощность, кВт | Масса, кг | Габариты | ||
| Длина, мм | Ширина, мм | Высота, мм | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2А450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2Д450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450А | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2Е450АФ1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2Е450А | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2Е450АФ30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Анализируя представленные данные, можно составить номенклатуру критериев развития координатно-расточных станков. Произведем расчет исследуемых критериев, результаты вычислений которых представлены в таблице 2.
1.Удельная материалоёмкость.
где: Км- удельная материалоёмкость. (кг / мм.)
М – масса (кг)
N – величина главного параметра (мм).
2.Удельная энергоемкость.
где: Еу - удельная энергоемкость (кВт/м);
P – мощность (кВт);
N – величина главного параметра (м).
3.Удельная площадь, занимаемая станком.
где: Sy – удельная площадь занимаемая т.о. (м2/ м)
S – площадь занимаемая станком (м2)
N - единица главного параметра (м)
4. Единица мощности электродвигателя, приходящейся на единицу массы станка.
Таблица 3. Критерии развития.
| Год | Удельная материалоемкость, кг/мм | Удельная энергоемкость, кВт/м | Единица мощности на единицу массы, Вт/кг | Удельная занимаемая площадь, м2/м |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
По полученным данным критериев развития построим графики, благодаря которым можно проследить тенденцию изменения критериев и сделать прогноз на 2007 год.
2.3 Определение изменения критериев
Удельная энергоёмкость

Учитывая изменение значений удельной энергоемкости станка, можно проследить тенденцию увеличения данного параметра. С помощью метода аппроксимации можно сделать прогноз на 2007 год, значение параметра составит 45 кВт/м.
Удельная материалоёмкость

С помощью метода аппроксимации тенденций находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия составит 32 кг/мм.
Единица мощности на единицу массы

Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы координатно-расточного станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2007 году, которое составит 1,42 Вт/кг.
Удельная занимаемая площадь

С помощью метода аппроксимации тенденций находим уровень критерия в 2007 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 30 м2/м.
3. Перспективы дальнейшего развития координатно-расточных
станков
Модернизация КРС
В настоящее время в российской промышленности имеется большой парк морально и физически устаревших координатно-расточных станков моделей 2А450, 2Д450, 2Е450 и их модификаций. Возраст этих станков достигает 30-40 лет, поэтому их конструкционные решения не отвечают современным требованиям, предъявляемым к станкам. Кроме того, высокий износ узлов и потеря точностных параметров вызывают проблемы с их эксплуатацией. Всё это требует обновления станочного оборудования, но большинство предприятий в современной экономической обстановке не имеют для этого достаточных средств. Поэтому в данных условиях экономически целесообразно производить модернизацию имеющегося оборудования, в результате чего потребитель получал бы современный станок, в конструкции которого был бы воплощён многолетний опыт производства станков, соответствующий всем требованиям к точечности (для данного станка), оснащённый современными комплектующими и системами управления. При этом заказчик, сдав станок на модернизацию, может не ждать когда пройдёт весь производственный цикл модернизации станка, а получить модернизированный станок данной модели (или станок другой модели) из имеющегося на заводе задела по станкам. При этом из цены приобретенного станка будет вычитаться оценочная стоимость сданного станка.
Основными составляющими модернизации координатно-расточных станков c ручным управлением в общем случае являются:
установка электронной отсчётно-измерительной системы, включающей в себя фотоэлектрические преобразователи линейных перемещений типа ЛИР и устройство цифровой индикации взамен оптических отсчётных устройств;
использование программируемого контроллера для построения схемы электроавтоматики станка взамен релейной схемы управления;
шариковые винтовые пары и регулируемые высокомоментные электродвигатели постоянного тока в приводах перемещений стола и салазок взамен зубчато-реечных передач, простых регулируемых электродвигателей постоянного тока и червячных редукторов;
установка пневмозажимов стола и салазок вместо электромеханических зажимов;
механизация перемещения шпиндельной коробки;
применение конструкции привода перемещения гильзы с регулируемым двигателем постоянного тока.
Заключение
В своей курсовой работе я разработал номенклатуру критериев развития для координатно-расточных станков с поверхностью стола 630х1120мм, взяв за главный параметр наибольший диаметр растачивания. Проанализировал динамику этих критериев по годам выпуска станков. Выяснил, за счёт каких факторов произошло изменение значений критериев. Дал схему станка, описал его устройство, принцип работы. Проанализировал зависимость удельных показателей (удельной энергоемкости, материалоемкости) от размеров станка.
Дал прогноз значений критериев на 2007 год. Числовые значения показателей привёл в табличной и графической форме. Работу я закончил описанием перспективы развития координатно-расточных станков.
Список литературы:
Половинкин А.И. Основы инженерного творчества. - М: Машиностроение, 1988, -368с.
Белик В.Г. Технический уровень машин и аппаратов: пути его повышения. - Киев, Техника, 1991.-200с.
Могунов В.И. Металлорежущие станки. Краткий справочник. - М.: Госинти, 1964. -505с.
Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1978-1979 г. - М.: НИИМАШ, 1968. - 219с.
Металлорежущие станки. Каталог-справочник. Ч.3 - Станки сверлильно-расточной группы - М.: НИИМАШ, 1973.
Металлорежущие станки. Каталог-справочник. Ч.2 - Станки сверлильно-расточной группы. - М.: НИИМАШ, 1965.
Металлорежущие станки. Под ред. В.Э. Пуша.-М.: Машиностроение, 1986. -571с.
СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1973-1974 г. Номенклатурный справочник. - М.: НИИМАШ, 1973. -173с.
СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1970 г. Номенклатурный справочник. - М.: НИИМАШ, 1970.- 123с.
Металлорежущие станки. Номенклатурный каталог. Ч. 1. 1992-1993 г. - М.: ЭНИМС, ВНИИТЭМР, 1992.
Рассмотрение кинематической схемы и особенностей настройки настольных (обработка отверстий малого диаметра), вертикальных (одно-, многошпиндельные с постоянными и переставными шпинделями), радиальных, горизонтальных и сверильно-центровальных станков.
Технологическое назначение станка, анализ схем обработки и методов формообразования поверхностей деталей. Функциональные подсистемы проектируемого модуля. Разработка кинематической схемы модуля. Расчёты и разработка конструкции модуля с применением ЭВМ.
Инструмент для токарных станков с числовым программным управлением (ЧПУ). Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ. Устройства для настройки инструмента. Особенности и классификация устройств для автоматической смены инструмента.
Металлорежущий станок модели 7В36: предназначение, кинематическая схема. Расчет автоматической коробки скоростей: построение структурной сетки, графика чисел оборотов; определение чисел зубьев шестерен. Компоновка АКС с использованием фрикционных муфт.
Стандартная система координат станка с числовым программным управлением. Направления стандартной системы координат различных видов станков. Методика и условные обозначения осей координат и направлений перемещений на схемах агрегатных станков с ЧПУ.
Система классификации и условных обозначений фрезерных станков. Теория металлорежущих станков. Копировально-фрезерные станки для контурного и объемного копирования с горизонтальным шпинделем. Создание научной и экспериментальной базы станкостроения.
Классификация станков сверлильно-расточной группы, которые предназначены для сверления глухих и сквозных отверстий в сплошном материале. Принцип их работы и схемы построения вертикально-сверлильных, радиально-сверлильных, координатно-расточных станков.
Классификация станков для обработки металлов резанием по технологическим признакам. Буквенное и цифровое обозначение моделей. Общая характеристика радиально-сверлильных станков. Назначение, устройство, принцип работы станка 2А554 и его технические данные.
Особенности и требования, предьявляемые к коробкам скоростей. Выбор оптимальной компоновки кинематической схемы привода станка. Подбор шлицевых соединений, подшипников, системы смазки для проектирования коробки скоростей вертикально-сверлильного станка.
Состав технических устройств контроля ГПС, распространенные средства прямого контроля с высокой точностью заготовок, деталей и инструмента. Модули контроля деталей вне станка. Характеристика и возможности координатно-измерительной машины КИМ-600.
Режимы резания. Траектория движения инструментов. Определение комплекта инструментов. Кинематическая схема коробки скоростей. График частот вращения. Выбор двигателя. Выбор технологического оборудования. Краткая техническая характеристика станка.
Устройство и принцип действия зубострогальных станков. Нарезание конических зубчатых колес на специальных зуборезных станках. Технические характеристики станков. Цикл работы станка при чистовом зубонарезании. Перспективы развития станочного оборудования.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Рис. 31. Координатно-расточный станок 2А450: 1 - станина; 2 - стойка; 3 - шпиндельная бабка; 4 - стол
На рис. 31 представлен координатно-расточной станок 2А450, оборудованный оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок 2А450 пригоден как для работы в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат - 0,004 мм, в полярной системе - 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, - 0,006 мм.
Отсчет координат
Координаты отсчитываются при помощи точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены шкалы в виде рисок. Поверхность валиков доведена до зеркального блеска. Координаты устанавливаются по точным шкалам путем наблюдения через специальные микроскопы.

Рис. 32. Схема схода лучей при наблюдении продольного масштаба
На рис. 32 приведена схема хода лучей при наблюдении продольного масштаба. Лучи от источника света 10 через линзы 9 направленным пучком падают на расположенную под углом 45° поверхность плоского стекла 8, отражаются от него и попадают на зеркальную поверхность масштабного валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5, преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из объектива. Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются следующим образом. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитываются по лимбам, закрепленным на валиках со шкалами. Точность производимых отсчетов зависит от точности шага рисок масштабного валика.
Кинематическая схема
На рис. 33 показана кинематическая схема станка 2А450. Цепь главного движения обеспечивает вращение шпинделя с режущим инструментом. Вращение шпинделя осуществляется от регулируемого электродвигателя постоянного тока 5 через ременную передачу и трехступенчатую коробку скоростей, В пределах каждой из ступеней частота вращения шпинделя, равная 700-2800 об/мин, изменяется бесступенчато путем регулирования электродвигателя 5.

Рис 33. Кинематическая схема станка 2А450
Зубчатые колеса коробки скоростей и кулачковая муфта 37 переключаются рычагами, которыми управляет барабан 69 поворачиваемый маховиком 7 через зубчатые колеса 8-9-10-11.
Цепль подачи
Цепь вертикальной подачи, т. е. вертикальное перемещение шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый привод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22 и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной втулки. Для изменения величины подачи маховиком 24 через конические зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо- гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним ведущим и нижним ведомым конусами фрикционного бесступенчатого привода 14. Таким образом можно сводить или разводить конусы привода 14 и получить бесступенчатое изменение передаточного отношения, а следовательно, и подачи в диапазоне 0,03-0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через червячные пары 30-31, 32-33, реечное зубчатое колесо 34 и рейку 35, закрепленную на столе. Частота вращения электродвигателя регулируется в широком диапазоне. Поперечное перемещение стола производится от электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного на салазках, с приводом от электродвигателя 36. Включение и выключение механизмов зажима стола осуществляются нажимом на соответствующие кнопки.
- 1195 просмотров
Координатно-расточной станок – это универсальное оборудование для выполнения серийных и одиночных работ. В нем шпиндель размещается вертикально либо горизонтально.
1 Расточные агрегаты – разные варианты обработки металлических изделий
Координатно-расточной станок может выполнять различные операции. На нем допускается производить:
- растачивание отверстий (как чистовое, так и черновое);
- фрезерование плоскостей;
- зенкерование отверстий (используется ), а также их развертывание.
Кроме того, станки сверлильно-расточной группы дают возможность обрабатывать торцы и цилиндрические наружные поверхности всевозможных отверстий.
Расточные агрегаты могут иметь определенные конструктивные особенности. В зависимости от этих особенностей, а также от того, какая именно обработка на станках обычно выполняется, описываемое оборудование делят на специализированное и универсальное. А установки универсальной группы подразделяют на вертикально-, координатно-, горизонтально- и алмазно-расточные станки.
Главным признаком расточных агрегатов считается наличие в их конструкции шпинделя (располагается горизонтально или вертикально), осуществляющего движение осевой подачи. Так как подобное станочное оборудование способно выполнять множество разных по характеру работ, заготовка в них нередко обрабатывается по полному циклу. При этом, что очень важно, изделие не нужно переставлять на другие металлообрабатывающие агрегаты.

По этой причине вертикально-расточные и иные установки, на которых происходит и прочие операции, так востребованы крупными предприятиями машиностроительной отрасли, где производится сложная обработка деталей. Основной характеристикой, описывающей технический потенциал оборудования для растачивания, считается сечение шпинделя.
Данная величина также определяет главные геометрические размеры агрегатов, будь то токарно-расточные станки либо стандартные вертикально-координатные установки. В шпинделе выполняется фиксация рабочего инструмента. Координатно-расточной станок использует машинные метчики, сверла, разнообразные режущие приспособления – фрезы, зенкера, резцы и так далее. О нем речь пойдет далее.
2 Конструкция и особенности координатно-расточных агрегатов
Существует четыре типа установок, на которых выполняется растачивание отверстий и прочая обработка изделий – токарно-расточные, алмазно-расточные, координатно-расточные и горизонтально-расточные. Координатно-расточной станок признается наиболее универсальным и многофункциональным, что позволяет применять его практически для всех известных операций обработки отверстий.
На таком агрегате можно даже осуществлять на высоком уровне точности разметочные процедуры за счет того, что он обычно оснащается множеством электронных, механических, индуктивных и оптических механизмов отсчета, которые гарантируют безупречные измерения передвижений подвижных узлов. Другое достоинство координатных станков – наличие поворотного универсального рабочего стола, благодаря которому становится доступной обработка наклонных отверстий.

Вращение шпинделя в рассматриваемых агрегатах считается основным (рабочим) движением, а его перемещение по вертикали является движением подачи. Конструктивно координатно-расточной станок может иметь одну или две стойки. На оборудовании с двумя стойками установочным движением признаются следующие передвижения:
- рабочей поверхности (продольное);
- шпиндельной бабки с траверсой (перемещается вертикально);
- бабки по траверсе (поперечное).

В одностоечных станках различают два вида установочного движения:
- вертикальное – шпиндельной бабки;
- в продольном и поперечном направлениях – шпинделя.
3 Расточные головки и спецприспособления для станков
Обработка деталей на координатно-расточных установках осуществляется при помощи специального инвентаря. Чаще всего используются расточные головки, которые монтируются в различные приспособления. Хорошо известен, например, универсальный механизм, дающий возможность выполнять одновременное растачивание в матрицах конуса и отверстий.
Головки для него обязательно имеют державку (выполнена цельнометаллической) хвостовика, на которой располагается паз, необходимый для перемещения резца на ползуне. Кроме того, головки оснащаются интегрированным в распределительную планку автоматическим элементом. Во время работы он периодически отсылает сигналы ползуну, который и передвигает резец.

Устанавливают и используют рассматриваемый механизм далее указанным способом:
- хвостовик рабочей автоматической головки монтируют при помощи кольца-зажима на шпиндель;
- к цилиндру (снизу) подсоединяют ролик на роликодержателе, который крепится к небольшому хомутику.
Также активно используется и приспособление, позволяющее выполнять высокоэффективное и быстрое растачивание пресс-формы (ее матрицы). Эту заготовку ставят на стол и фиксируют с двух сторон посредством болтов прижимами. Обработка полости матрицы (ее растачивание) выполняется при помощи головки регулирующего типа. Форма корпуса такой головки – квадратная. Она снабжена кольцом-регулятором со шкалой, в нижней части устройства располагается паз ("ласточкин хвост").

По нему двигается ползун с резцом на держателе. Настройка головки осуществляется двумя микровинтами (один предназначен для предварительной регулировки, второй – для точной). Применяются на координатных станках и иные специальные приспособления для растачивания отверстий, зенкерования и так далее. Их конструкция зависит от того, какие конкретно операции выполняются на агрегате. Заметим, что не во всех подобных механизмах используются головки.
4 Особенности алмазно-, токарно- и горизонтально-расточных установок
Алмазно-расточные станки характеризуются повышенными скоростями выполнения режущих процедур и малыми подачами. Они могут быть двух- и односторонними, много- и одношпиндельными, горизонтальными и вертикальными. Чаще всего, такое оборудование эксплуатируется на комбинатах, которые выпускают крупными партиями авиационные, сельскохозяйственные и автомобильные изделия.
Алмазно-расточные станки гарантируют уникальную четкость обработки отверстий, класс их шероховатости не ниже восьмого, минимальные отклонения по сечению. Данные установки имеют глубину резания не более 0,55 мм (минимум – 0,05). Обработка деталей на них выполняется со скоростью до 1000 метров в минуту. Алмазно-расточные станки работают исключительно с твердосплавными и высокоточными алмазными режущими инструментами, которые обеспечивают превосходное растачивание следующих изделий:
- блоков цилиндров;
- гильз двигателей транспортных средств;
- вкладышей и втулок;
- головок блоков автотехники;
- шатунов.

Кроме того, алмазно-расточные станки применяются для черновых операций. К ним относят – растачивание канавок и конусов, наружное и внутреннее обтачивание конусных заготовок, подрезание торцов и многие другие. Обработка изделий на "алмазных" агрегатах выполняется при помощи комплектов инструментов и наборов съемных шпинделей, которые поставляются производителем вместе со станком.
Горизонтально- и токарно-расточные станки представляют собой разновидности координатных агрегатов. Горизонтально-расточное оборудование отличается от вертикально-расточного, как понятно из названия, расположением шпинделя, вращательно-поступательное перемещение коего считается главным. Подача в нем передается обрабатываемому на столе изделию, используемому рабочему инструменту или применяемому приспособлению.
В наши дни нередко встречается расточной станок с ЧПУ, который отличается от обычных установок рядом достоинств. Среди них можно выделить несколько самых важных преимуществ:
- универсальность и простота технологической оснастки;
- повышенная производительность (до 2,5 раз более высокая по сравнению со стандартным расточным агрегатом любой конструкции);
- уменьшенная длительность производственного цикла;
- малое время на подготовку оборудования к переориентированию на выпуск новых изделий.
В целом, расточной станок с ЧПУ выполняет те же операции, что и обычный, но при этом его применение в любом случае является экономически более целесообразным. Обработка металлических деталей на таких установках, кроме того, характеризуется большей точностью и отсутствием брака, обусловленного ошибками оператора агрегата.

Расточной станок с ЧПУ с двумя либо одной стойкой по уровню точности может быть причислен к классу С либо А. А по степени автоматизации описываемые установки делят на оборудование со сменой изделий и инструментов в автоматическом режиме, с предварительным набором координат и цифровой индикацией, а также на простые станки с программным управлением. Заметим, что на всех них, как правило, допускается осуществлять не только расточные, но и фрезерные работы.
- ДД450АФ10 и 2А450АФ10: характеризуются наличием режима электронного маховика и наличием измерительно-отсчетного электронного комплекса;
- 2Е450АФ30: в этих агрегатах имеется цифровая индикация и возможность постановки задачи в режиме диалога с оборудованием;
- 2Л450АФ4: особенности – графический монитор и контурная обработка по трем осям.

Отдельно скажем и о мобильных расточных станках, которые имеют малые размеры. Их обычно используют для хонингования и расточки мест посадки под седла разнообразных клапанов (регулирующих и стопорных) и выполнения иных расточных мероприятий не в заводских условиях. Благодаря мобильному расточному станку, многие работы по обработке изделий можно выполнять практически на любом объекте.
Особо точный координатно-расточный станок 2431 с оптической системой отсчета координат предназначен для выполнения чистовых операций в деталях весом до 250 кг, где требуется особая точность взаимного расположения обрабатываемых отверстий и поверхностей.
Станок предназначен для обработки прецизионных деталей приборостроительной, часовой и радиотехнической промышленности, а также для инструментальных цехов других отраслей промышленности.
Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуется станок, еще больше увеличивает его технологические возможности.
На станке можно выполнять следующие виды работ: сверление, рассверливание, развертывание, растачивание отверстий, подрезку торцов, чистовое фрезерование, точную разметку шаблонов, контроль линейных размеров и межцентровых расстояний.
Станок обеспечивает нормальную работу и точность при температуре в помещении 20±1,0°С и относительной влажности не более 55%.
Технические характеристики станка 2431 это основной показатель пригодности станка к выполнению определенных работ. Для координатно-расточных станков основными характеристиками является:
- размер рабочей поверхности стола
- наибольший диаметр сверления
- наибольший диаметр растачивания
- вылет шпинделя
- расстояние от торца шпинделя до рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками координатно-расточного станка 2431. Более подробно технические характеристики координатно расточного станка можно посмотреть в паспорте станка 2431
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ 8-71 | ||
| Ширина рабочей поверхности стола | ||
| Длина рабочей поверхности стола | ||
| Число Т-образных пазов | 5 | |
| Расстояние между пазами | ||
| Ширина паза | ||
| Максимальное продольное перемещение стола | ||
| Максимальное поперечное перемещение стола | ||
| Регулирование подачи стола | ступеней | |
| Пределы подач стола | ||
| Величина быстрого хода стола | ||
| Расстояние от оси шпинделя до колонны | ||
| Наименьшее расстояние от торца шпинделя до рабочей поверхности стола | ||
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | ||
| Наибольший ход гильзы шпинделя | мм | 150 |
| Наибольшее перемещение шпиндельной головки | ||
| Количество ступеней скоростей шпинделя | ||
| Пределы скоростей шпинделя | ||
| Количество степеней подач шпинделя | ||
| Подачи шпинделя | 0,02;0,03;0,06;0,08;0,12;0,2 |
|
| Внутренний конус шпинделя | ||
| Диаметр наружного конуса | ||
| Конусность наружного конуса | ||
| Наибольший диаметр сверления по стали в сплошном материале | ||
| Наибольший диаметр растачивания | ||
| Наибольшая масса обрабатываемой детали | ||
| Габаритные размеры станка (ДхШхВ) | 2120х1250х2430 |
|
| Общая масса станка |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 2431
Данное руководство по эксплуатации "Паспорт станка 2431
Паспорт координатно-расточного станка 2431 содержится в "Руководстве по эксплуатации. Часть 1" ссылка на которое расположена ниже.
Руководство по эксплуатации 2431. Часть1
Данное "Руководство по эксплуатации станка 2431 " содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2431.
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение и область применения
- Устройство и работа станка
- Кинематическая схема станка
- Общая компоновка и особенности станка
- Шпиндельная головка со шпинделем
- - коробка подач
- - колонна
- - станина
- - стол, салазки, редукторы и их перемещения
- - главный привод
- Отсчетное оптическое устройство
- - описание работы
- - указания по эксплуатации
- Система смазки
- Сведения о приспособлениях
- - универсальная расточная головка
- - расточная головка
- - борштанга
- - рычажный центроискатель
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Правила безопасности
- Порядок установки
- - Распаковка
- - Транспортировка
- - Фундамент и установка станка
- - Монтаж
- Настройка, наладка и режимы работы
- - Шпиндельная головка и Шпиндельная
- - Коробка подач
- - Стол и салазки
- Регулирование
- - Регулировка механизма зажима станка
- - Регулировка механизма зажима салазок
- - Регулировка механизма зажима шпиндельной головки
- - регулировка муфты предельного момента коробки подач
- - замена и регулировка натяжений плоскоременных передач привода главного движения
ПАСПОРТ
- Общие сведения
- Основные технические данные и характеристики
- Механика станка
- - Механика главного движения
- - Механика подачи шпинделя
- - Перечень подшипников качения станка модели 2431
- Комплект поставки
- Свидетельство о приемке
- Общее заключение
- Свидетельство о консервации
- Свидетельство об упаковке
ПРИЛОЖЕНИЯ
Руководство по эксплуатации. Часть 1. Скачать бесплатно.
Руководство по эксплуатации 2431. Часть2. Электрооборудование
Данное "Руководство по эксплуатации станка 2431. Электрооборудование " содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2431.
Скачать руководство по эксплуатации координатно-расточного станка 2431 в хорошем качестве можно по ссылке расположенной ниже.
Руководство по эксплуатации. Часть 2. Электрооборудование. Скачать бесплатно.
Схема электрическая принципиальная станка 2431
Ниже приведен эскиз одной страницы документации "Схема электрическая принципиальная координатно-расточного станка 2431 "
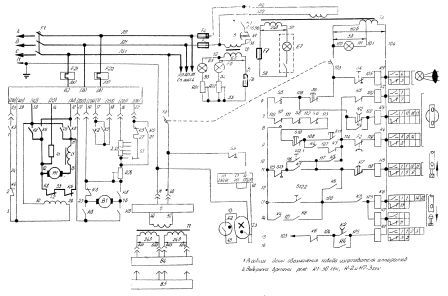
Скачать схему электрическую принципиальную координатно-расточного станка 2431 в хорошем качестве можно по ссылке расположенной ниже.
-
 17 апреля 2015Котлеты из фарша с картошкой
17 апреля 2015Котлеты из фарша с картошкой -
 17 апреля 2015Свято-троицкий чигиринский монастырь
17 апреля 2015Свято-троицкий чигиринский монастырь -
 17 апреля 2015Симеон II. Последний царь Болгарии
17 апреля 2015Симеон II. Последний царь Болгарии






